
牧野銑床制作所從2015年7月開始銷售專門面向汽車鋁合金壓鑄部件精加工用途的臥式加工中心“a40”。該產(chǎn)品省去了重切削功能,因此主軸旋轉、XYZ軸移動及刀具更換等動作更為敏捷,可使精加工作業(yè)時間縮短25%,同時,為了不讓切屑造成妨礙,還強化了切屑排出能力,可防止加工中斷。牧野預計,受全球汽車需求旺盛的影響,為實現(xiàn)輕量化而使用鋁壓鑄部件的情況也將增加,因此開發(fā)了該產(chǎn)品,并于2015年6月24日在作為主要需求地的北美發(fā)布。

圖1:專門面向鋁合金壓鑄部件精加工用途的臥式加工中心“a40”
鋁壓鑄部件一般要實施追加加工,例如形成用于安裝其他部件的平面部分、加工螺絲用開孔及螺紋加工等。利用加工中心進行這些追加加工時,實際上刀具與工件接觸進行切削的時間只占一半,另一半時間則花費在更換刀具以及將刀具移至加工部位的操作上。而縮短非切削時間的關鍵就在于,使更換刀具時停止的主軸重啟并達到所定轉速的啟動時間。牧野通過主軸小型化、減小慣性力的方法,縮短了啟動時間。由此將競爭機型通常需要1秒以上的啟動時間(達到1.2萬rpm所需要的時間)縮短到了0.45秒。
刀具更換方面,在典型情況下每10秒要發(fā)生一次,一年要高達百萬次之多,因此,即使更換一次的時間縮短不到1秒,累積下來也能節(jié)省很多時間。新產(chǎn)品的主軸雖然為40號,但其尺寸與30號主軸基本相同,從而使慣性力減少了65%。由于驅動主軸轉動的電機的轉子的長度較短,為了彌補這一點,輸入電壓增大到了400V,從而確保了足夠的扭矩及轉速。
另外,螺紋加工時要將攻絲刀頭順時針旋入下孔實施加工,然后再反轉拉出,因此主軸也會停止。新產(chǎn)品也縮短了這項作業(yè)所需的時間,并將螺紋加工本身的轉速從通常的3000——4000rpm提高到了6000rpm。
由于主軸實現(xiàn)輕量化,因此X、Y軸的動作啟動也更為敏捷。加快了加速度的增加,即加大了加加速度,使達到所定加速度的時間縮短到了一半。在驅動工作臺的Z軸以及旋轉工作臺的B軸方面,加入了“慣性力控制功能”,會檢測工件重量,在重量較輕時采用較高的加加速度。
為了在刀具發(fā)生折損時自動停止加工,新產(chǎn)品標配了向刀具照射光、通過圖像檢測刀具輪廓的技術。該檢查只需0.1秒。由于使用探頭等接觸的檢查方法要花費0.7秒,因此改成了利用圖像處理手段的非接觸式檢查方法。
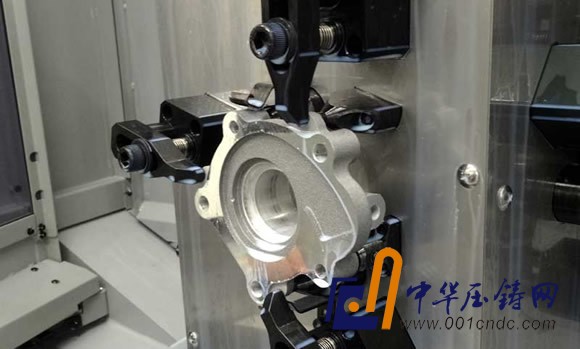
圖2:剛加工好的樣品。有冷卻液在滴,但幾乎看不到切屑。
近年來,鋁合金壓鑄工藝的精度不斷提高,精加工所需的切削余量已變得非常小,因此各項加工只需很小的負荷即可完成。但問題是需要加工的部位的數(shù)量及螺絲的數(shù)量均未減少。因此,加工企業(yè)希望推出可大量實施輕切削加工的機床。牧業(yè)稱,“作業(yè)時間縮短25%對降低成本的效果巨大,即使機床貴一些,也足以回本”。
a40的最大工件直徑為630mm,最大工件高度為900mm。軸移動量為X軸560mm、Y軸Z軸640mm。最大工件重量為400kg。X、Y、Z軸進給速度最大為6萬mm/分鐘。機身尺寸為寬2410×長4249×高2493mm,重量為6000kg。




